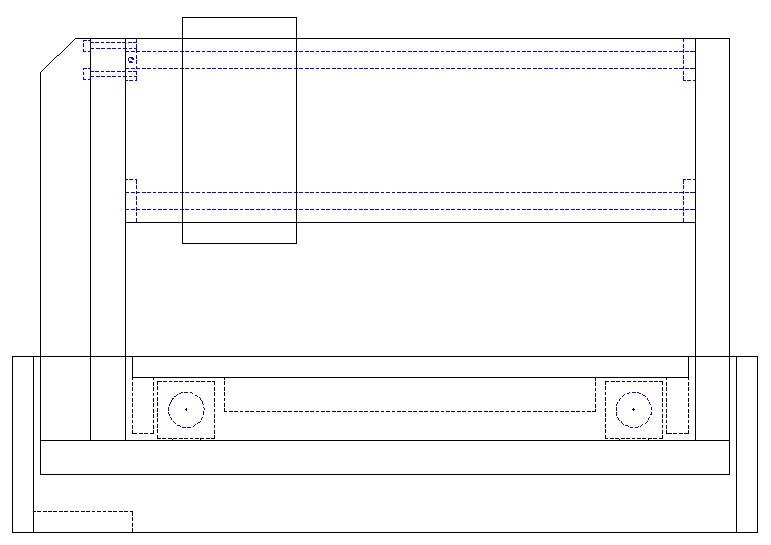
Unser Fachzeichnen-Lehrer sagte mal vor langer Zeit: "am Anfang war die Mittellinie, ...", in diesem Fall wohl eher die maßstäbliche Skizze.
Selbstbau einer CNC-Portalfräse:
Die Berichte über selbstgebaute CNC-Fräsen im Internet haben mich schon länger interessiert, und es reizte mich so ein Teil auch mal selber zu bauen.
Nach Sichtung des "Fundus" und einer längeren Sammelphase wurde das Projekt in Angriff genommen. Ziel war eine Maschine zum fräsen von Holz und GFK-Material.
In diesem Artikel kann man sich nun anschauen was dabei raus gekommen ist.
Unten auf dieser Seite findet man den Link zur Unterseite mit bisher gefertigten Objekten.
Viel Spaß!
Unser Fachzeichnen-Lehrer sagte mal vor langer Zeit: "am Anfang
war die Mittellinie, ...", in diesem Fall wohl eher die maßstäbliche
Skizze.
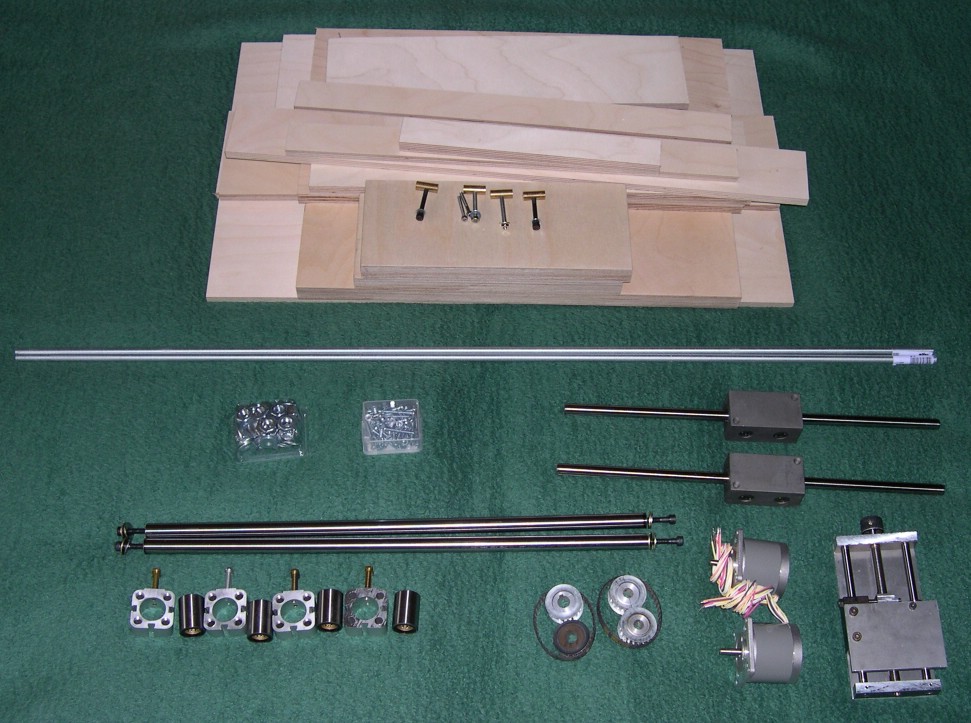
Ein gewisses Sammelsorium von mechanischen Teilen ist auch von Vorteil,
diese hier sind wohl schon stark selektiert ;-)
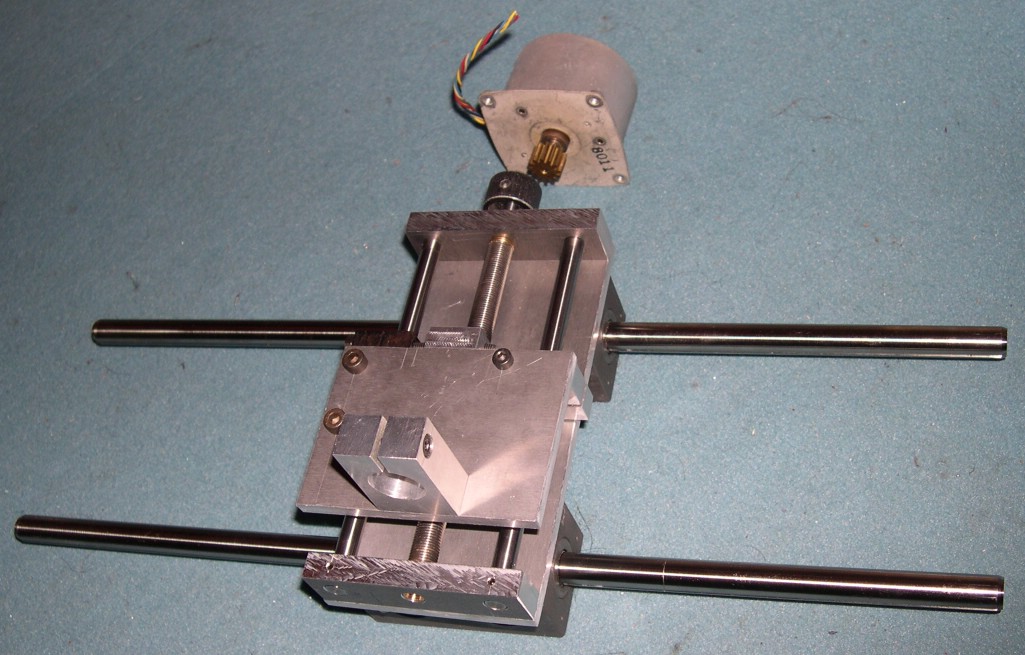
Die Z-Achse entstand an einen Wochenende mit viel Handarbeit aus
vorhandenen Teilen aus meinem Fundus.

Die Wellen der Y-Führung werden zuerst zwischen ihre Trägerplatten
geschraubt ...

... dann wird die Tischplatte aufgeleimt und verschraubt, sowie
die seitlichen Staubschutzleisten. So passen die Wellen dann exakt ins
Untergestell.

So sieht der Unterbau nun von unten aus. Zwischen den Führungswellen
wurde noch zur Versteifung der Tischplatte eine starke Multiplex-
Platte eingeleimt.

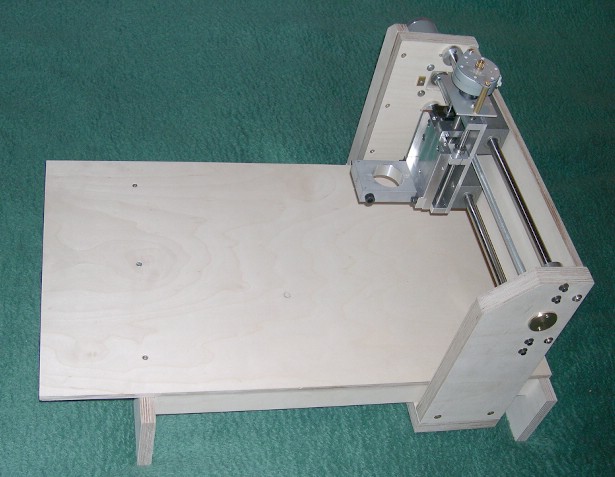
Nachdem nun die Teile des Portals angeschraubt sind sieht man zum
ersten Mal so richtig was es mal werden soll.
Links unter der überstehenden Tischplatte ist Raum für
den Schrittmotor und den Zahnriehmenantrieb und auf der Rückseite
ist genügend Raum für die Kabelschlaufen der Y-Achse.
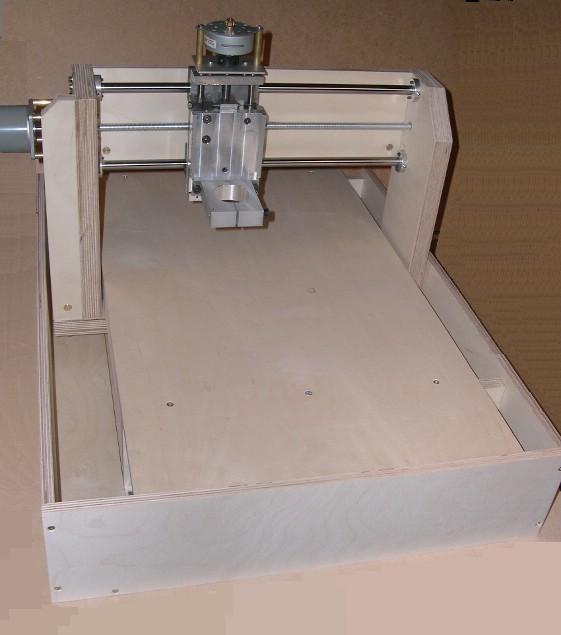
Nach dem Einbau der mechanischen Komponenten wird das Ganze
dann noch einen Rahmen bekommen (deshalb auch der Überstand
der Y-Wellen-Endplatten an der Vorderseite).

Schon beim ersten Zusammenbau laufen alle Achsen leicht und spielfrei,
ich bin begeistert :-))

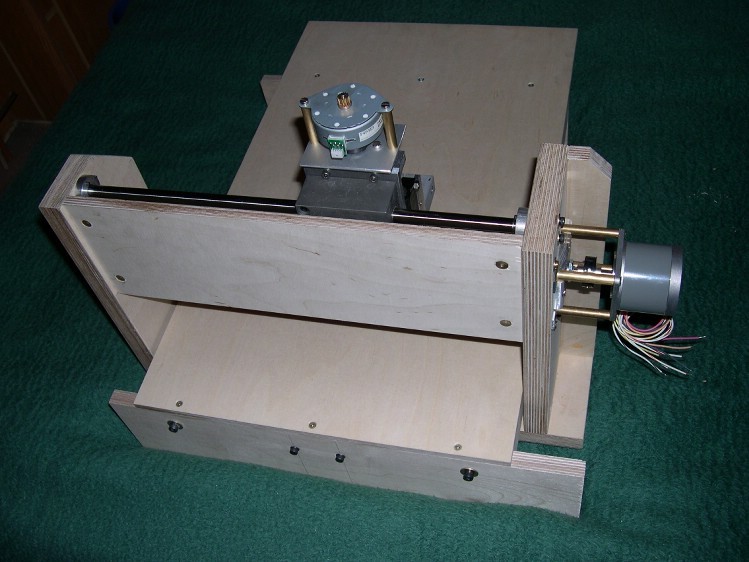
So, jetzt ist der Y-Antrieb fertig montiert, er läuft erstaunlich
spielarm. Da ich unter der Tischplatte genügend Platz
hatte, habe ich auf den Zahnriemen verzichtet und "in line" gebaut.
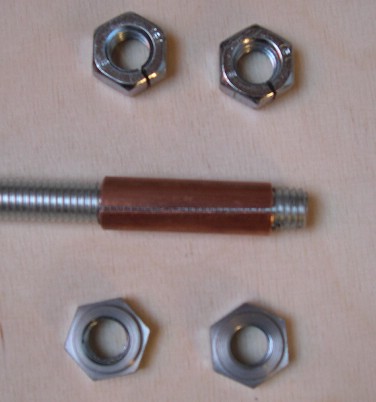
Zum Abdrehen der Gewindestabenden habe ich zuerst normale Muttern
geschlitzt und mit diesen den Gewindestab im Drehbankfutter gespannt.
Es stellte sich aber heraus, daß die Gewindelöcher nicht zentrisch
zu den sechs Außenflächen liefen, der Gewindestab eierte im Futter.
Erfolgreicher war der Versuch mit einem geschlitzten 12mm x 1mm
Kupferrohr aus der Installationstechnik. Mit dieser Methode wurden alle M10
Gewindestäbe bearbeitet. Die Lagerung der Gewindestäbe erfolgt mittels
Kugellagern. Diese habe ich zuerst mit den normalen Muttern gespannt,
dabei stellte sich heraus, daß das Gewindeloch in der Mutter nicht winklig
zu den Endflächen verlief, die Gewindestäbe taumelten also im Lager.
Daraufhin wurde eine Seite der Mutter abgedreht und mit einer Anlagefläche
für den Lager-Innenring versehen. Jetzt laufen die Gewindestäbe
sauber rund.

Zum Spannen des 10mm x 1mm Gewindes der Z-Achse hatte ich von
einem früheren Projekt noch eine geschlitzte Muffe mit Innengewinde.

Links das Lagerschild mit Kugellagern für die X-Achse.
Rechts das "lose Lager", bei dem der Endzapfen der
Gewindestange nur lose in einer Bohrung läuft.

Fixierung des X-Gewindestabes am Lager, mit
modifizierten Muttern (wie schon oben beschrieben) .

Detailansicht der X- und Z-Schlitten.
Die Rückseite des Portals. An diese Seite kommen später
die X-Endschalter und der Laufkasten für die X-Kabelschlaufe.
Als Nächstes ist der äußere Rahmen mit dem Laufkasten
für die Y-Kabelschlaufe dran.
Bis auf die Endschalter wäre die Mechanik soweit fertig.
Links der Raum für die Y-Kabelschlaufe.

Wie zum Teufel bekommt man jetzt die Endschalter da ran ... ?

So bekommt man die Endschalter ran!

Die Kabelschlaufen zum Ausgleich der X- und Y-Bewegungen.

Die Verkabelung im unteren Rahmen.
"Anprobe" einiger der elektronischen Komponenten im Raum unter dem
Tisch-Überstand. Nach Ab-
schätzung dessen was da alles noch rein muß, entscheide
ich mich wohl lieber für ein separates Gehäuse
für das Netzteil. Es könnte zwar Alles reingehen aber
servicefreundlich ist das dann wohl nicht mehr.

Nach längerer Überlegung habe ich mich dann entschlossen,
das Leistungsnetzteil auszulagern Die Endstufe
mit der 5V-Versorgung kommt unter den Fräsentisch, so bleibt
genügend Raum um den Kabelsalat
übersichtlich zu klemmen und die Zusatzelektroniken zur Steuerung
der Frässpindel und evtl. anderer
Funktionen einzubauen.
Wegen der Frässpindel mußte sowieso Netzspannung in diesen
Raum, also konnte ich auch die 5V aus dem
Netz gewinnen. In diesen Teil kommt auch der zentrale Netzschalter
und die Absicherung, die Netzzufuhr
zum Leistungsnetzteil wird dann über eine Steckverbindung nach
Außen geführt.
Die ganzen Einbauten werden auf die ausziehbare Bodenplatte montiert,
so kommt man an alle Komponenten
bequem heran.

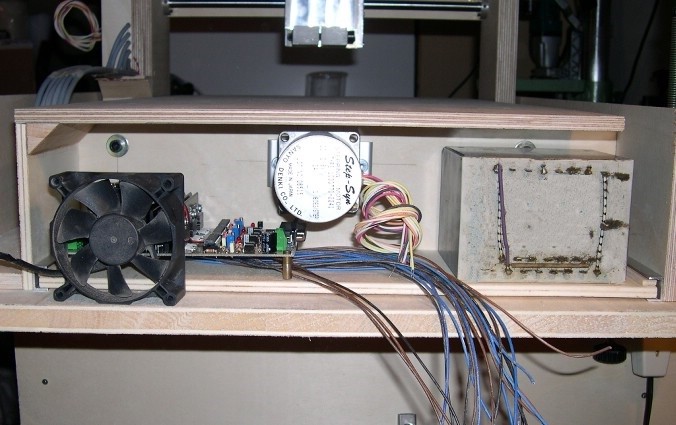
Endstufe und Motoren sind angeschlossen, das 5Vdc-Netzteil ist in
Betrieb und die Motorströme sind
eingestellt. Die Seitenwand für den Installationsraum ist mechanisch
fertig (liegt oben auf der Tischplatte).
Zum Probelauf müssen jetzt noch die Endschalter angeklemmt
werden, d.h. erstmal passenden Stecker suchen.
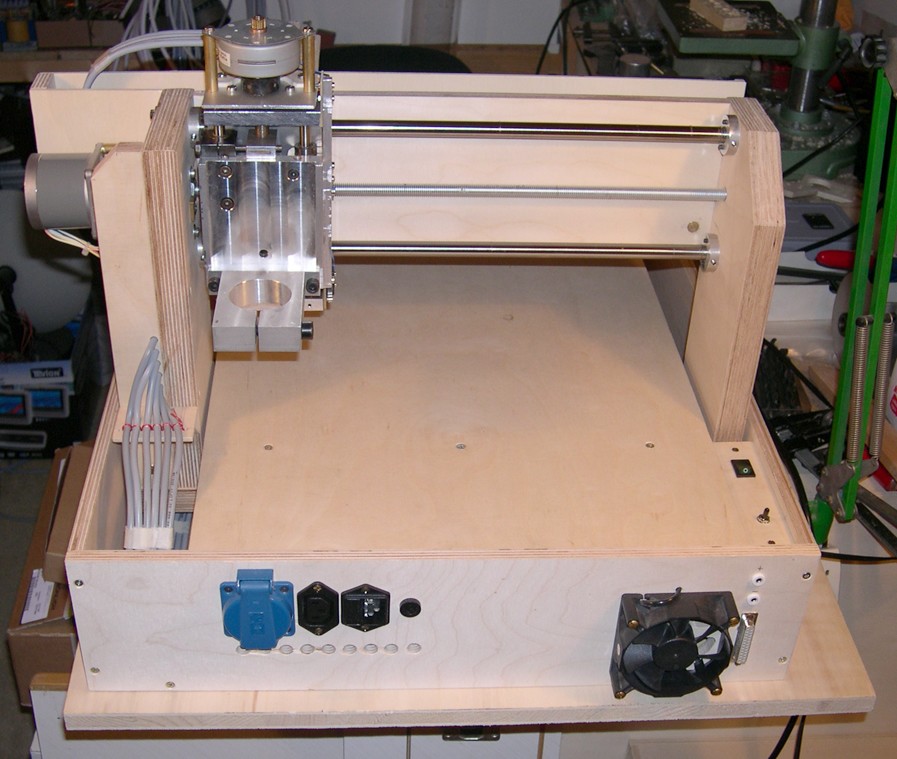
Alles zusammen gebaut.
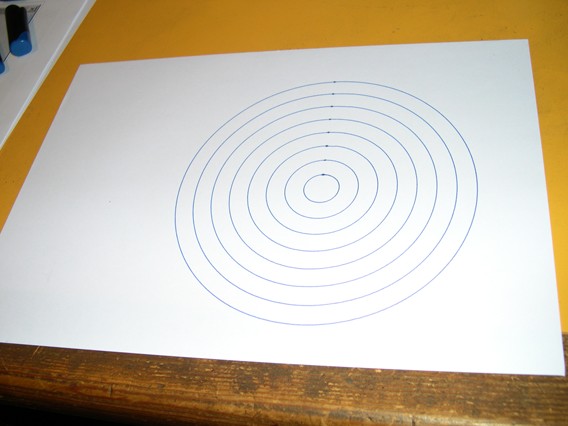
First plot :-)
Update 09.04.2016:
Das Projekt hat mittlerweile einen etwas längeren Dornröschenschlaf hinter sich,
wurde aber vor Kuzem von einem glücklichen Zufall wieder wach geküsst.
Ein Kollege kam eines Tages mit einem Arduino-Uno angedackelt:
Arduino-Homepage.
Daraufhin habe ich mich auch etwas mit diesem kleinen Rechnerchen
beschäftigt und muss zugeben, daß das Ding einen gewissen Spaßfaktor hat.
Richtig interessant wurde es allerdings erst als ich über diese Seite stolperte:
GRBL für Arduino
Es handelt sich hierbei um einen G-Code Interpreter der direkt die Takt- und Richtungssignale
für die drei Achsen ausgibt. das Gute daran ist,
dass die Verbindung zum Host-Rechner über USB läuft, man kann also jeden moderneren Rechner benutzen.
Früher war ich auf eine LPT-Schnittstelle angewiesen
und wo findet man die heutzutage noch.
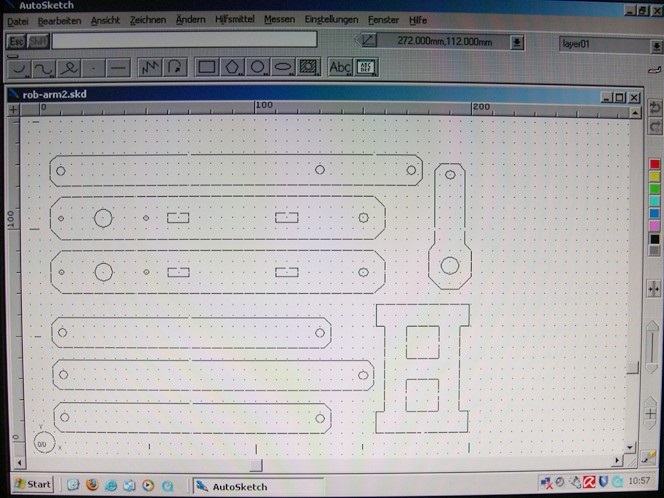
Die Zeichnungen erstelle ich mit einem uraltem AutoSketch, damit kenne ich mich sehr gut aus. Dabei habe ich mich erst mal auf grade Linien beschränkt
Zu Anfang habe ich die Koordinaten aus der Autosketch-Zeichnung von Hand in G-Code umgesetzt, in den Windows-Editor eingegeben und dabei noch gleich die
Fräserradiuskorrektur mit eingerechnet. Das dies nicht ohne Fehler abgeht versteht sich von selbst. Zur Kontrolle habe ich mir ein kleines Profan-Programm
geschrieben, das die G-Code Daten als Zeichnung darstellt:
Kontrollplot der G-Code Daten
Die G-Code Daten wurden dann mit einem auf Java basierenden G-Code Sender (Freeware) an den Arduino übermittelt der die Schrittmotoren steuert.
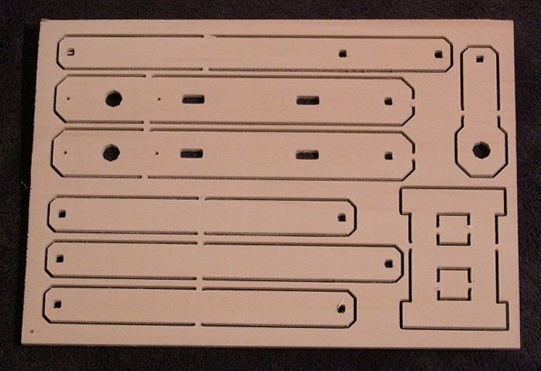
Erster erfolgreicher Fräsdurchgang, kann sich doch sehen lassen :-)
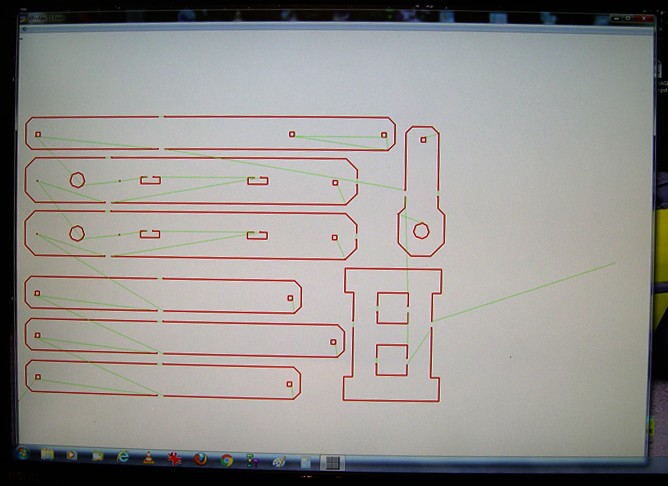
Mittlerweile habe ich mir, wiederum in Profan, ein Programm geschrieben, welches mir aus den von AutoSketch nach ".dxf" exportierten Daten die Linien
extrahiert, sortiert und im G-Code abspeichert. Dabei achtet das Programm auf die Farben der Linien. Zuerst zeichne ich in Schwarz das Bauteil so, wie
ich es später haben möchte, also in den gewollten Maßen. Dann zeichne ich in Rot die Fräserbahnen unter Beachtung des Fräser-Radius, dabei wird natürlich
auch direkt Innen-/Außenkontur berücksichtigt. Die Fräserbahnen werden dann mit grünen Linien sinnvoll verbunden, was die Reihenfolge der Teilfräsungen festlegt.
Bei Programmstart werden "Freifahrhöhe" und "Frästiefe" abgefragt und dann bei Farbwechsel sinnvoll in den G-Code eingefügt. Die schwarz gezeichneten Linien
werden bei der Extraktion ignoriert.
Bei der Zeichnerei muss ich mich allerdings an ein paar Konditionen halten, so muss ich alle roten und grünen Linien in der Richtung zeichnen, in der sie später
von der Fräse abgefahren werden. Auch müssen die Koordinaten der Linien lückenlos aneinander passen, sodass sich ein durchgehender Linienzug ergibt.
Das hört sich schlimmer an als es ist, man gewöhnt sich schnell daran. Macht man dabei einen Fehler so fällt dieser sofort in meinem Kontrollprogramm auf.
Jedenfalls haben diese beiden Programme das Ganze erst richtig handhabbar gemacht.
Update 31.8.2016:
Das Programm wurde mittlerweile erweitert und ignoriert nun die Vektor-Richtung und Lücken bis zu 10µm zwischen den Vektoren, dies reduziert deutlich die Fehlerwahrscheinlichkeit.
Hier get es zu einem Video des Fräsvorgangs eines Servohalters. (MP4, 6,3MB), leider / zum Glück ohne Ton ;-)
Update 09.04.2016:
(neue Objekte 22.9.2016)
--- wird fortgesetzt ---
mail: Reinhard.Lauterbach [at] freenet.de

Zu den bisher gefertigten Objekten aufs Bild oder diesen Link klicken.